
ਵੱਖ-ਵੱਖ ਕੋਇਲ ਵਾਇਰਿੰਗ ਤਾਰ, ਡਬਲ ਵਾਇਰ, ਮਲਟੀ ਵਾਇਰ, ਕੇਕ ਜ਼ਖ਼ਮ ਵਿਸ਼ੇਸ਼ ਇੰਡਕਟੈਂਸ, ਪੈਰਲਲ ਐਨਾਮੇਲਡ ਤਾਰ, ਵੱਖ-ਵੱਖ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਅਨੁਕੂਲਿਤ
1.jpg)


ਉਤਪਾਦ ਵਰਣਨ
1. ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ:ਅਨੁਕੂਲਿਤ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਅਤੇ ਇਨਸੂਲੇਸ਼ਨ ਪਰਤ ਦੀਆਂ ਕਿਸਮਾਂ, ਅਤੇ ਸਤਹ ਪਰਤ ਨੂੰ ਸਵੈ-ਚਿਪਕਣ ਵਾਲੀ ਪਰਤ ਨਾਲ ਕੋਟ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ.
2. ਨਿਰਧਾਰਨ ਸੀਮਾ:ਇੱਕੋ ਹੀ ਨਿਰਧਾਰਨ ਪਰ ਵੱਖ-ਵੱਖ ਰੰਗ, ਵੱਖ-ਵੱਖ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਅਤੇ ਵੱਖ-ਵੱਖ ਕਿਸਮਾਂ ਦੇ ਨਾਲ ਸਿੰਗਲ ਲਾਈਨ (ਸਿੰਗਲ ਲਾਈਨ ਸਪੈਸੀਫਿਕੇਸ਼ਨ ਰੇਂਜ: 0.03mm-0.500mm)।
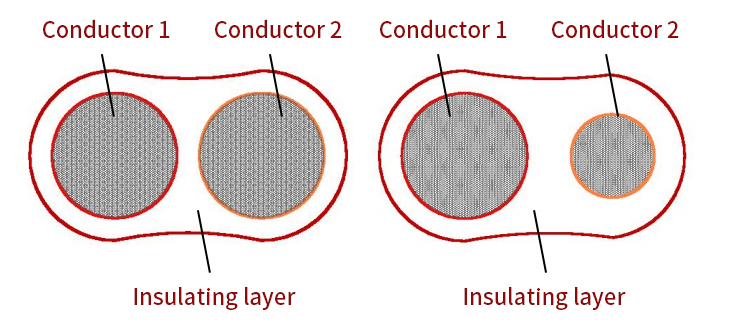
3. ਉਤਪਾਦ ਐਪਲੀਕੇਸ਼ਨ:ਇਹ ਮੁੱਖ ਤੌਰ 'ਤੇ ਉੱਚ ਮੰਗ ਵਾਲੇ ਡਬਲ/ਮਲਟੀ ਵਾਇਰ ਸਮਾਨਾਂਤਰ ਜ਼ਖ਼ਮ ਉਤਪਾਦਾਂ ਵਿੱਚ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ, ਜਿਵੇਂ ਕਿ ਵਿਸ਼ੇਸ਼ ਇੰਡਕਟਰ, ਆਰਐਫ ਟ੍ਰਾਂਸਫਾਰਮਰ, ਆਦਿ;ਇਸ ਨੂੰ ਵੱਖ-ਵੱਖ ਰੰਗਾਂ ਅਤੇ ਪੂਰੀ ਤਰ੍ਹਾਂ ਇਕਸਾਰ ਪ੍ਰਤੀਰੋਧ/ਇੰਡਕਟੈਂਸ ਅਤੇ ਹੋਰ ਮਾਪਦੰਡਾਂ ਵਾਲੇ ਦੋ/ਤਿੰਨ/ਪੰਜ ਕੋਇਲ ਕਮਿਊਨਿਟੀਆਂ ਵਿੱਚ ਜਾਂ ਵੱਖ-ਵੱਖ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਪਰ ਇੱਕੋ ਜਿਹੀ ਤਾਰ ਦੀ ਲੰਬਾਈ ਵਾਲੇ ਦੋ/ਤਿੰਨ/ਪੰਜ ਕੋਇਲ ਕਮਿਊਨਿਟੀਆਂ ਵਿੱਚ ਜਖਮ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ।
4. ਯੋਜਨਾਬੱਧ ਚਿੱਤਰ ਇਸ ਤਰ੍ਹਾਂ ਹੈ:

enamelled ਤਾਰ ਦੀ ਪ੍ਰਕਿਰਿਆ ਦਾ ਵਹਾਅ
1, ਭੁਗਤਾਨ ਕਰਨਾ:ਆਮ ਤੌਰ 'ਤੇ ਕੰਮ ਕਰਨ ਵਾਲੀ ਐਨਾਮੇਲ ਵਾਲੀ ਮਸ਼ੀਨ 'ਤੇ, ਓਪਰੇਟਰ ਦੀ ਜ਼ਿਆਦਾਤਰ ਊਰਜਾ ਅਤੇ ਸਰੀਰਕ ਤਾਕਤ ਭੁਗਤਾਨ ਕਰਨ ਵਾਲੇ ਹਿੱਸੇ ਵਿੱਚ ਖਪਤ ਹੁੰਦੀ ਹੈ।ਪੇਇੰਗ ਆਫ ਰੀਲ ਨੂੰ ਬਦਲਣ ਨਾਲ ਆਪਰੇਟਰ ਨੂੰ ਬਹੁਤ ਜ਼ਿਆਦਾ ਮਿਹਨਤ ਕਰਨੀ ਪੈਂਦੀ ਹੈ।ਗੁਣਵੱਤਾ ਦੀਆਂ ਸਮੱਸਿਆਵਾਂ ਅਤੇ ਸੰਚਾਲਨ ਅਸਫਲਤਾਵਾਂ ਲਾਈਨ ਤੋਂ ਲਾਈਨ ਜੋੜਾਂ 'ਤੇ ਹੋਣ ਲਈ ਆਸਾਨ ਹਨ.ਪ੍ਰਭਾਵਸ਼ਾਲੀ ਢੰਗ ਵੱਡੀ ਸਮਰੱਥਾ ਵਿੱਚ ਬੰਦ ਦਾ ਭੁਗਤਾਨ ਕਰਨ ਲਈ ਹੈ.ਭੁਗਤਾਨ ਕਰਨ ਦੀ ਕੁੰਜੀ ਤਣਾਅ ਨੂੰ ਕਾਬੂ ਕਰਨਾ ਹੈ.ਜਦੋਂ ਤਣਾਅ ਵੱਡਾ ਹੁੰਦਾ ਹੈ, ਤਾਂ ਇਹ ਨਾ ਸਿਰਫ਼ ਕੰਡਕਟਰ ਨੂੰ ਪਤਲਾ ਕਰੇਗਾ, ਕੰਡਕਟਰ ਦੀ ਸਤ੍ਹਾ ਦੀ ਚਮਕ ਗੁਆ ਦੇਵੇਗਾ, ਸਗੋਂ ਪਰਤ ਵਾਲੀ ਤਾਰ ਦੀਆਂ ਕਈ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਨੂੰ ਵੀ ਪ੍ਰਭਾਵਿਤ ਕਰੇਗਾ।
2, ਖਿੱਚਣਾ:ਖਿੱਚਣ ਦਾ ਉਦੇਸ਼ ਕੰਡਕਟਰ ਨੂੰ ਬਣਾਉਣਾ ਹੈ ਜੋ ਇੱਕ ਖਾਸ ਤਾਪਮਾਨ 'ਤੇ ਗਰਮ ਕੀਤੇ ਉੱਲੀ ਦੀ ਖਿੱਚਣ ਦੀ ਪ੍ਰਕਿਰਿਆ ਦੌਰਾਨ ਜਾਲੀ ਤਬਦੀਲੀ ਕਾਰਨ ਸਖ਼ਤ ਹੋ ਜਾਂਦਾ ਹੈ, ਤਾਂ ਜੋ ਅਣੂ ਜਾਲੀ ਦੇ ਪੁਨਰਗਠਨ ਤੋਂ ਬਾਅਦ ਪ੍ਰਕਿਰਿਆ ਦੁਆਰਾ ਲੋੜੀਂਦੀ ਲਚਕਤਾ ਨੂੰ ਬਹਾਲ ਕੀਤਾ ਜਾ ਸਕੇ।ਇਸ ਦੇ ਨਾਲ ਹੀ, ਖਿੱਚਣ ਦੀ ਪ੍ਰਕਿਰਿਆ ਦੌਰਾਨ ਕੰਡਕਟਰ ਦੀ ਸਤ੍ਹਾ 'ਤੇ ਬਚੇ ਹੋਏ ਲੁਬਰੀਕੈਂਟ ਅਤੇ ਤੇਲ ਦੇ ਧੱਬੇ ਨੂੰ ਹਟਾਇਆ ਜਾ ਸਕਦਾ ਹੈ, ਤਾਂ ਜੋ ਕੰਡਕਟਰ ਨੂੰ ਆਸਾਨੀ ਨਾਲ ਪੇਂਟ ਕੀਤਾ ਜਾ ਸਕੇ ਅਤੇ ਈਨਾਮੇਲਡ ਤਾਰ ਦੀ ਗੁਣਵੱਤਾ ਦੀ ਗਾਰੰਟੀ ਦਿੱਤੀ ਜਾ ਸਕੇ।
3, ਪੇਂਟਿੰਗ:ਪੇਂਟਿੰਗ ਇੱਕ ਖਾਸ ਮੋਟਾਈ ਦੇ ਨਾਲ ਇੱਕ ਸਮਾਨ ਪੇਂਟ ਪਰਤ ਬਣਾਉਣ ਲਈ ਧਾਤ ਦੇ ਕੰਡਕਟਰ 'ਤੇ ਐਨਾਮੇਲਡ ਤਾਰ ਪੇਂਟ ਨੂੰ ਕੋਟਿੰਗ ਕਰਨ ਦੀ ਪ੍ਰਕਿਰਿਆ ਹੈ।
4, ਬੇਕਿੰਗ:ਪੇਂਟਿੰਗ ਵਾਂਗ, ਪਕਾਉਣਾ ਇੱਕ ਚੱਕਰੀ ਪ੍ਰਕਿਰਿਆ ਹੈ।ਪਹਿਲਾਂ, ਪੇਂਟ ਘੋਲ ਵਿੱਚ ਘੋਲਨ ਵਾਲਾ ਭਾਫ਼ ਬਣ ਜਾਂਦਾ ਹੈ, ਫਿਰ ਇੱਕ ਫਿਲਮ ਬਣਾਉਣ ਲਈ ਠੀਕ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਫਿਰ ਪੇਂਟ ਨੂੰ ਬੇਕ ਕੀਤਾ ਜਾਂਦਾ ਹੈ।ਪਕਾਉਣ ਦੀ ਪ੍ਰਕਿਰਿਆ ਵਿੱਚ ਪ੍ਰਦੂਸ਼ਕ ਪੈਦਾ ਹੋਣਗੇ, ਇਸ ਲਈ ਭੱਠੀ ਨੂੰ ਤੁਰੰਤ ਡਿਸਚਾਰਜ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ।ਆਮ ਤੌਰ 'ਤੇ, ਉਤਪ੍ਰੇਰਕ ਬਲਨ ਗਰਮ ਹਵਾ ਦੇ ਗੇੜ ਵਾਲੀ ਭੱਠੀ ਦੀ ਵਰਤੋਂ ਕੀਤੀ ਜਾਵੇਗੀ।ਉਸੇ ਸਮੇਂ, ਕੂੜੇ ਦੇ ਡਿਸਚਾਰਜ ਦੀ ਮਾਤਰਾ ਬਹੁਤ ਜ਼ਿਆਦਾ ਜਾਂ ਬਹੁਤ ਘੱਟ ਨਹੀਂ ਹੋਣੀ ਚਾਹੀਦੀ।ਕਿਉਂਕਿ ਰਹਿੰਦ-ਖੂੰਹਦ ਦੇ ਡਿਸਚਾਰਜ ਦੀ ਪ੍ਰਕਿਰਿਆ ਵਿੱਚ ਵੱਡੀ ਮਾਤਰਾ ਵਿੱਚ ਗਰਮੀ ਨੂੰ ਦੂਰ ਕੀਤਾ ਜਾਵੇਗਾ, ਇਸਲਈ ਰਹਿੰਦ-ਖੂੰਹਦ ਦਾ ਡਿਸਚਾਰਜ ਨਾ ਸਿਰਫ ਸੁਰੱਖਿਅਤ ਉਤਪਾਦਨ ਅਤੇ ਉਤਪਾਦ ਦੀ ਗੁਣਵੱਤਾ ਨੂੰ ਯਕੀਨੀ ਬਣਾਏਗਾ, ਬਲਕਿ ਵੱਡੀ ਮਾਤਰਾ ਵਿੱਚ ਗਰਮੀ ਦਾ ਨੁਕਸਾਨ ਵੀ ਨਹੀਂ ਕਰੇਗਾ।
5, ਕੂਲਿੰਗ:ਓਵਨ ਵਿੱਚੋਂ ਬਾਹਰ ਨਿਕਲਣ ਵਾਲੀ ਪਰਲੀ ਵਾਲੀ ਤਾਰ ਵਿੱਚ ਉੱਚ ਤਾਪਮਾਨ, ਨਰਮ ਪੇਂਟ ਫਿਲਮ ਅਤੇ ਘੱਟ ਤਾਕਤ ਹੁੰਦੀ ਹੈ।ਜੇਕਰ ਇਸ ਨੂੰ ਸਮੇਂ ਸਿਰ ਠੰਡਾ ਨਹੀਂ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਤਾਂ ਗਾਈਡ ਵ੍ਹੀਲ ਵਿੱਚੋਂ ਲੰਘਣ ਵਾਲੀ ਪੇਂਟ ਫਿਲਮ ਨੂੰ ਨੁਕਸਾਨ ਪਹੁੰਚਾਇਆ ਜਾਵੇਗਾ, ਜੋ ਕਿ ਪਰਲੀ ਵਾਲੀ ਤਾਰ ਦੀ ਗੁਣਵੱਤਾ ਨੂੰ ਪ੍ਰਭਾਵਤ ਕਰੇਗਾ।
6, ਲੁਬਰੀਕੇਸ਼ਨ:ਈਨਾਮੇਲਡ ਤਾਰ ਦੇ ਲੁਬਰੀਕੇਸ਼ਨ ਦਾ ਟੇਕ-ਅੱਪ ਦੀ ਕਠੋਰਤਾ ਨਾਲ ਬਹੁਤ ਵਧੀਆ ਸਬੰਧ ਹੈ।ਐਨਾਮੇਲਡ ਤਾਰ ਲਈ ਵਰਤਿਆ ਜਾਣ ਵਾਲਾ ਲੁਬਰੀਕੈਂਟ, ਤਾਰ ਨੂੰ ਨੁਕਸਾਨ ਪਹੁੰਚਾਏ ਬਿਨਾਂ, ਟੇਕ-ਅੱਪ ਰੀਲ ਦੀ ਤਾਕਤ ਨੂੰ ਪ੍ਰਭਾਵਿਤ ਕੀਤੇ ਬਿਨਾਂ ਅਤੇ ਉਪਭੋਗਤਾ ਦੀ ਵਰਤੋਂ ਨੂੰ ਪ੍ਰਭਾਵਿਤ ਕੀਤੇ ਬਿਨਾਂ, ਈਨਾਮੇਲਡ ਤਾਰ ਦੀ ਸਤਹ ਨੂੰ ਤਿਲਕਣ ਦੇ ਯੋਗ ਬਣਾਉਂਦਾ ਹੈ।ਤੇਲ ਦੀ ਆਦਰਸ਼ ਮਾਤਰਾ ਐਨਾਮੇਲਡ ਤਾਰ ਨੂੰ ਤਿਲਕਣ ਮਹਿਸੂਸ ਕਰਨ ਲਈ ਹੈ, ਪਰ ਹੱਥ 'ਤੇ ਕੋਈ ਸਪੱਸ਼ਟ ਤੇਲ ਨਹੀਂ ਦੇਖਿਆ ਜਾ ਸਕਦਾ ਹੈ।ਇੱਕ ਮਾਤਰਾਤਮਕ ਦ੍ਰਿਸ਼ਟੀਕੋਣ ਤੋਂ, 1 g ਲੁਬਰੀਕੇਟਿੰਗ ਤੇਲ ਨੂੰ 1 ㎡ enamelled ਤਾਰ ਦੀ ਸਤ੍ਹਾ 'ਤੇ ਕੋਟ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ।
7, ਵਾਇਰ ਟੇਕਅੱਪ:ਵਾਇਰ ਟੇਕ-ਅੱਪ ਦਾ ਉਦੇਸ਼ ਐਨਾਮੇਲਡ ਤਾਰ ਨੂੰ ਸਪੂਲ ਉੱਤੇ ਲਗਾਤਾਰ, ਕੱਸ ਕੇ ਅਤੇ ਸਮਾਨ ਰੂਪ ਵਿੱਚ ਲਪੇਟਣਾ ਹੈ।ਇਹ ਲੋੜੀਂਦਾ ਹੈ ਕਿ ਟੇਕ-ਅੱਪ ਵਿਧੀ ਨੂੰ ਸਥਿਰਤਾ ਨਾਲ ਚਲਾਇਆ ਜਾਵੇ, ਘੱਟ ਸ਼ੋਰ, ਉਚਿਤ ਤਣਾਅ ਅਤੇ ਨਿਯਮਤ ਤਾਰਾਂ ਦੇ ਪ੍ਰਬੰਧ ਨਾਲ।
ਐਨਾਮੇਲਡ ਤਾਰ ਦੀ ਉਤਪਾਦਨ ਪ੍ਰਕਿਰਿਆ ਨੂੰ ਵਿਸਤਾਰ ਵਿੱਚ ਜਾਣਨ ਤੋਂ ਬਾਅਦ, ਕੀ ਤੁਸੀਂ ਸੋਚਦੇ ਹੋ ਕਿ ਮਿਆਰੀ ਜ਼ਰੂਰਤਾਂ ਨੂੰ ਪੂਰਾ ਕਰਨ ਵਾਲੀ ਐਨਾਮੇਲਡ ਤਾਰ ਦਾ ਉਤਪਾਦਨ ਕਰਨਾ ਆਸਾਨ ਨਹੀਂ ਹੈ, ਕਿਉਂਕਿ ਹਰੇਕ ਪ੍ਰਕਿਰਿਆ ਦਾ ਕਦਮ, ਜਿਵੇਂ ਕਿ ਬੇਕਿੰਗ ਜਾਂ ਪੇਂਟਿੰਗ, ਐਨਾਮੇਲਡ ਤਾਰ ਦੀ ਗੁਣਵੱਤਾ ਨੂੰ ਪ੍ਰਭਾਵਤ ਕਰੇਗਾ, ਅਤੇ ਇਹ ਹੈ ਕੱਚੇ ਮਾਲ, ਗੁਣਵੱਤਾ, ਵਾਤਾਵਰਣ, ਉਤਪਾਦਨ ਉਪਕਰਣ ਅਤੇ ਹੋਰ ਕਾਰਕਾਂ ਦੁਆਰਾ ਵੀ ਪ੍ਰਭਾਵਿਤ ਹੁੰਦਾ ਹੈ, ਇਸ ਲਈ ਉਤਪਾਦ ਦੀ ਗੁਣਵੱਤਾ ਵੱਖਰੀ ਹੋਵੇਗੀ।ਹਾਲਾਂਕਿ ਵੱਖੋ-ਵੱਖਰੀਆਂ ਈਨਾਮੈਲਡ ਤਾਰਾਂ ਦੀਆਂ ਗੁਣਵੱਤਾ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਅਤੇ ਬ੍ਰਾਂਡ ਵੱਖੋ-ਵੱਖਰੇ ਹਨ, ਉਹਨਾਂ ਵਿੱਚ ਮੂਲ ਰੂਪ ਵਿੱਚ ਚਾਰ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਹਨ, ਅਰਥਾਤ ਮਕੈਨੀਕਲ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ, ਰਸਾਇਣਕ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ, ਇਲੈਕਟ੍ਰੀਕਲ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਅਤੇ ਥਰਮਲ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ।

1-300x300.jpg)

2-300x300.jpg)
-300x300.jpg)